波紋板又叫做壓型板,是將板材經(jīng)過機(jī)加工形成各種波形的產(chǎn)品,如同等厚度的板材,波紋板的強(qiáng)度會提高10~30倍。因此在一些對于產(chǎn)品重量要求較為嚴(yán)格的場合如航空航天、船舶、集裝箱、卡車車廂、公路隔離板等場合,波紋板的使用量大大增加。
波紋板外形波紋板的種類有很多,通常根據(jù)板型波高、搭接構(gòu)造、材質(zhì)和形狀等不同,有多種分類方式。按照波高可分為高波板(波高≥70mm)、中波板(30mm≤波高<70mm)與低波板(波高<30mm);按基板材質(zhì)分類可分為鍍鋅基板、熱鍍鋁鋅板和熱鍍鋅鋁板等;根據(jù)形狀又分為矩形、梯形和圓弧形以及其它一些特殊造型的波紋板。

對于目前的機(jī)械自動化技術(shù)來說,在自動化焊接的應(yīng)用環(huán)節(jié)上,最為困難的就是數(shù)據(jù)收集。從自動化焊接的角度來看,無論是數(shù)據(jù)的匯總,還是機(jī)械化制造的技術(shù)優(yōu)化,都存在著比較困難的方面。由于自動化的數(shù)據(jù)提取技術(shù)可以說是實(shí)現(xiàn)自動化技術(shù)的關(guān)鍵所在,因此對于數(shù)據(jù)的收集整理應(yīng)該成為重中之重。
在施工的過程中,自動化焊接的實(shí)行,依舊離不開焊接機(jī)器人原型,對于目前的機(jī)械化制造行業(yè)來說,大型機(jī)械化機(jī)器人的設(shè)計(jì)和投入生產(chǎn),需要耗費(fèi)大量的人力、物力、財(cái)力,因此在進(jìn)行設(shè)計(jì)的過程中,在工廠的經(jīng)費(fèi)使用具有比較大的挑戰(zhàn)。
實(shí)施大型焊接自動化需要關(guān)注的變量比較多、也很復(fù)雜,其中很多是人為參與的因素,包括焊接工藝選擇、定位、焊接變形處理等,減少這些變化因素比較困難。
傳感器是幫助自動化焊接實(shí)現(xiàn)智能化的必備產(chǎn)品,它相當(dāng)于人的眼睛和大腦,可以24小時在線實(shí)時檢測焊縫,帶動焊槍在正確的位置上精準(zhǔn)焊接。
智能還有一部分也源于數(shù)據(jù)的積累,就像人會積累經(jīng)驗(yàn)一樣,經(jīng)驗(yàn)越豐富的人效率越高,數(shù)據(jù)積累量越龐大的傳感器焊接質(zhì)量也會越高。
創(chuàng)想成立近10年的時間,一直專注于智能焊接,積累各行各業(yè)大量的焊接數(shù)據(jù),打磨出了更智能的焊縫跟蹤傳感器系統(tǒng)。
以前的波紋板智能焊接過程中使用的多是點(diǎn)式傳感器,它目前存在的問題是:
(1)點(diǎn)式擦黃安琪照射位置并不是焊縫位置,而是焊縫周邊的位置,通過仿形計(jì)算出焊縫位置,并且因?yàn)椴y波峰位置與方鋼位置相鄰,點(diǎn)式無法照射到此位置,只能延續(xù)之前的位置,會出現(xiàn)焊偏的情況;
(2)方鋼也會出現(xiàn)不垂直與波紋的情況,此時點(diǎn)式反饋的左右位置就會與實(shí)際需要焊接的左右出現(xiàn)偏差,從而達(dá)不到焊接位置。

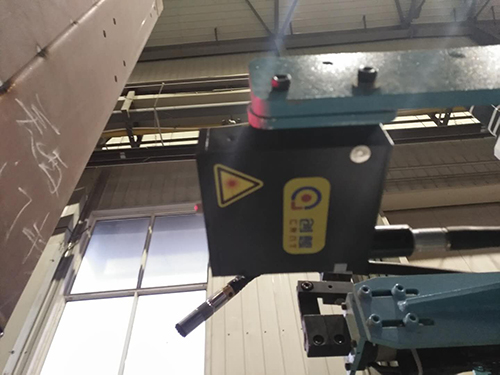
通過激光位移傳感器實(shí)時采集焊縫位置進(jìn)行處理,通過工控機(jī)處理數(shù)據(jù),將焊縫的實(shí)時位置反饋給PLC,對比于點(diǎn)式可以直接反饋焊縫位置,全波紋的掃描出位置都是真實(shí)焊縫位置。
在實(shí)際焊接過程中,點(diǎn)式只能在波谷的位置進(jìn)行起弧,在波峰的位置因左右位置點(diǎn)式無法采集,而線式位移傳感器可以在任意位置(除拐角位置)進(jìn)行起弧。